
تمرکز تنش(stress concentration)
وقتی نیرویی به طور یکنواخت بر سطح یک جسم وارد می شود، در بعضی نقاط ممکن است سطح مورد نظر به وسیله ی یک شکاف، حفره و... کاهش یافته باشد. این کاهش سطح ناگهانی به وسیله ی حفره یا شکاف باعث تمرکز تنش می شود.
یک جسم وقتی می شکند که شکافی در آن به وجود آید و پیشروی کند. معمولاَ شکست واقعی یک جسم زودتر از آنچه رخ می رود که به وسیله ی محاسبات تئوری انتظار می رود و این به دلیل شکافهای کوچکی است که در ساختار مواد تشکیل دهنده ی جسم وجود دارد. که همین شکافهای کوچک تمرکز تنش را در جسم افزایش داده و باعث می شود مقاومت جسم در مقابل تنش کاهش یافته و جسم زودتر بشکند.
برخی از عواملی که باعث ایجاد تمرکز تنش.......
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
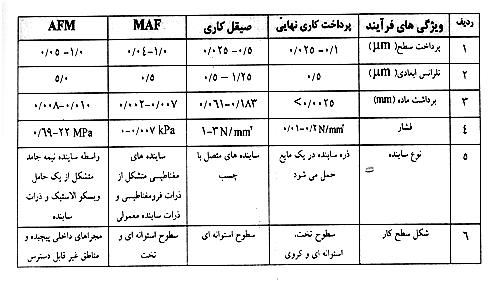
ماشينكاري و صيقل دهي سايشي توسط سيال ساينده (Abrasive Flow Machining ) يكي از روشهاي براده برداري نوين است . اين روش تنها روش منحصر به فردي است كه قادر است قطعات بسيار سخت با اشكال پيچيده را به راحتي و با كيفيت عالي پرداخت نماید . در اين تحقيق عوامل مؤثر بر كيفيت سطح پرداخت و نرخ براده برداري (MRR) از جمله غلظت مواد ساينده، سرعت حركت سيال، تعداد چرخه ها و اندازه ذرات ساينده مورد مطالعه قرار گرفته است . نتایج نشان می دهد که با کنترل پارامترهای فوق می توان به کیفیت سطح مورد نظر و دقت ابعادی عالی رسید. 
نياز به دقت و راندمان بالا در ماشينكاري موادي كه سخت ماشينكاري مي شوند كاربرد تكنولوژي هاي پرداخت كاري سايشي را به طور فزاينده اي مورد اهميت قرار داده است. عمليات ماشينكاري نهايي يا پرداخت كاري پر زحمت ترين مرحله ساخت قطعات دقيق است كه كنترل آن دشوار است. در توليد براي بيشتر موارد صافي سطح و دقت ابعادي بسيار عالي قطعه كار لازم است. در ماشينكاري با جريان ساينده، دانه هاي ساينده مانند سيليكون كاربايد يا الماس با يك زمينه بتونه مانند مخلوط مي شوندسپس از طريق روزنه ها و گذرگاههاي قطعه كار به پشت و روي آن فشرده مي شوند. حركت تحت فشار سيال ساينده، لبه ها و گوشه هاي تيز را سائيده و قطعه را پرداخت مي كند .اين فرآيند به خصوص براي قطعه كارهايي با حفره هاي داخلي و مجراهاي داخلي پيچيده و مناطق غير قابل دسترس مناسب است . فشارهاي وارده در اين فرآيند از100 PSI تا32000 PSI است
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن به ادامه مطلب بروید

لطفا به دنبال هر مطلبی که هستید درموردآن برای ما در قالب نظر مطلبی بنویسید
تا در صورت امکان در آن مورد هم مطلبی در وب بگذاریم
Manufacturing and Production
==-برای دیدن همه ی مطالب وب در منوی آرشیو موضوعی برروی گزینه همه ی موارد کلیک کنید-==
شما میتوانیدبا عضویت در این وب سایت از تمام مطالب موجود استفاده بفرمایید
همچنین با ثبت نام در خبر نامه میتوانید از به روز شدن این وب سایت و عناوین مطالب تازه به روز شده در ایمیل خود با خبر شوید
برداشت مطالب با ذکر منبع اصلی آزاد است.
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ.....
توضیحاتی در مورد رشته ساخت و تولید
